Our lab
Where superior chemistry is crafted from curiosity, passion, and sustainability
Technology we use
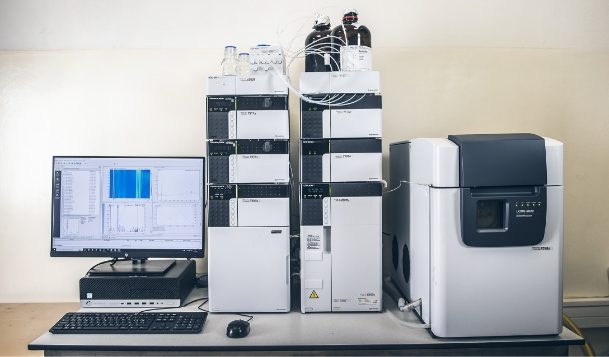
Quick and efficient analysis of reaction mixtures and final products in normal or inverted operation mode.

A 20L jacketed glass reactor vessel for large-scale reactions.

We acquired the Julabo PRESTO A40 air-cooled heating/cooling system, operating from -40°C to +250°C, to maximize our jacketed reactor’s capabilities.

Fully automatic flash chromatography systems for purifying reaction mixtures with up to 20 g of product.

Very efficient for performing reactions under high pressure.

Efficient and safe freeze-drying of sensitive compounds at -110 °C to prolong shelf life and ease transportation.

Significantly reduces water consumption compared to water-cooled systems by eliminating continuous water circulation.
An extraction hood that protects our greatest asset – people – from nuisance media powders.

High-performance water-free reflux condensers that considerably save water consumption.



Custom synthesis
Providing for a custom synthesis of previously reported molecules using described synthetic procedures.

Contract research
Developing novel synthetic routes to provide undescribed compounds in organic, bioorganic, and medicinal chemistry.

Scale-Up
Helping you go from lab scales to an industrial scale by applying our cutting-edge instrumentation.